
برنامه نویسی سیکل های تراش CNC

برنامه نویسی سیکل های تراش CNC
انواع سیکل های تراش CNC را داریم:
G70 سیکل پرداخت کاری
- P : شروع کانتور
- Q : انتهای کانتور
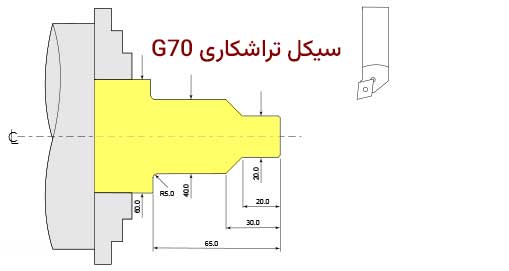
سیکل های تراش CNC: G70 سیکل پرداخت کاری
مثال:
این سیکل تراشکاری پس از یکی از سیکل های زبر استفاده می شود و از کانتور برنامه ریزی شده در آن سیکل خشن تراشی پیروی می کند. مقادیر «P» و «Q» برای تعیین مکان نمایه در آن چرخه و اجرای یک برش نهایی که به دنبال آن است، استفاده میشود.
G71 سیکل خشن تراشی
- U : عمق برش
- R : سطح R
- P : شماره خط برای شروع کانتور برنامه
- Q : شماره خط برای انتهای کانتور برنامه
- U : اضافه بار پرداخت در X
- W : اضافه بار پرداخت در Z
- F : سرعت پیشروی
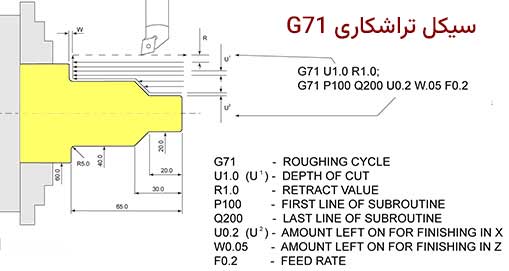
G71 سیکل خشن تراشی
مثال:
سیکل تراشکاری زبر G71 از خطی پیروی می کند که بین اعداد N برنامه ریزی شده است. برای حذف مواد با برش در امتداد محور Z و باقی گذاشتن مقداری مواد برای برش نهایی با استفاده از سیکل پرداختکاری G70 استفاده می شود.
G72 سیکل پیشانی تراشی خشن
- W1 : عمق برش
- R : سطح R
- P : شماره خط برای شروع کانتور برنامه
- Q : شماره خط برای انتهای کانتور برنامه
- U : اضافه بار پرداخت در X
- W2 : اضافه بار پرداخت در Z
- F : سرعت پیشروی
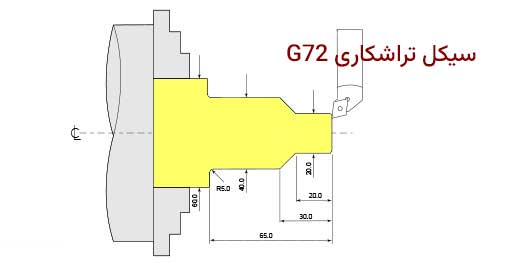
G72 سیکل پیشانی تراشی خشن
مثال:
سیکل خشن تراشی پیشانی G72 از خطی پیروی می کند که بین N اعداد برنامه ریزی شده است. مانند سیکل G71 عمل می کند اما برای حذف مواد با برش در امتداد محور X استفاده می شود.
G73 سیکل تکرار الگو
- U(1) : مقدار ماده ای که باید روی محور X ماشین کاری شود
- W(1) : مقدار ماده ای که روی محور Z ماشین کاری می شود
- R : مقدار پاس های خشن
- P : شماره خط برای ابتدای کانتور
- Q : شماره خط برای انتهای کانتور
- U(2) : اضافه بار پرداخت در محور X
- W(2) : اضافه بار پرداخت در محور Z
- F : سرعت پیشروی
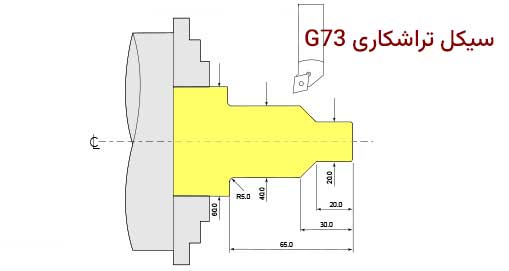
G73 سیکل تکرار الگو
مثال:
سیکل G73 یک الگوی تکرار کننده سیکل خشن است که در حفاری یا چرخش استفاده می شود. به دنبال آن چرخه تکمیل G70 دنبال می شود.
اطلاعات بیشتری کسب کنید در اینجا درباره سیکل تکرار الگو G73
G75 سیکل شیار تراشی
- X : عمق شیار (قطری)
- Z : فاصله تا شیار از مبدأ
- P : مقدار عمق برش در هر مرحله در X
- Q : مقدار عمق برش در هر مرحله در Z
- F : سرعت پیشروی
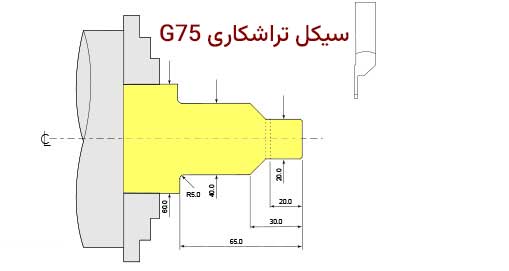
G75 سیکل شیار تراشی
مثال:
سیکل G75 برای شیار زدن یا گاه زدن در منطقه ای بزرگتر از ابزار شیار استفاده می شود.
G76 سیکل رزوه پیچ (تک خط)
- X : قطر پای دنده
- Z : موقعیت انتهایی پیچ
- I : زاویه مخروطی پیچ
- K : عمق پیچ
- D : عمق پاس اول
- A : زاویه نوک ابزار
- F : گام پیچ
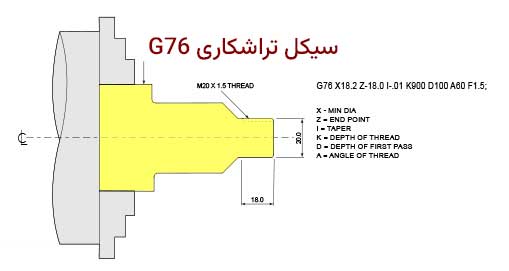
G76 سیکل رزوه پیچ (تک خط)
مثال:
اگر پارامترهای دستگاه به درستی تنظیم شده باشند، می توانید از یک بلوک برای ماشینکاری رزوه پیچ استفاده کنید. توجه داشته باشید که این ممکن است در هر تراش یا مرکز ماشینکاری کار نکند، بنابراین بر حسب و نوع ماشین ممکن است کد ها فرق کند، در زیر نوع جی کد 2 خطی آورده شده است.
G76 سیکل رزوه پیچ (دو خطی)
- P یک کاراکتر شش رقمی است که هر کدام دو رقم برای (1)، (2) و (3) است.
- (1) : تعداد پاس های پایانی
- (2) : مقدار پخ
- (3) : زاویه نوک ابزار
- Q : حداقل عمق برش
- R : اضافه بار پرداخت
- X : قطر پای دنده پیچ
- Z : موقعیت انتهایی پیچ
- P : عمق پیچ
- Q : عمق اولین پاس
- R : زاویه مخروطی پیچ
- F : گام پیچ
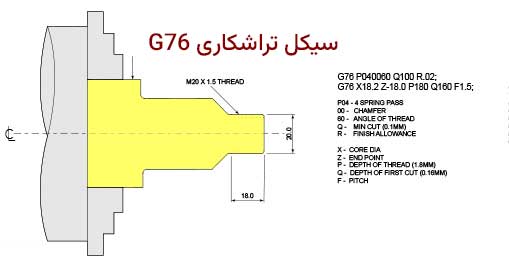
G76 سیکل رزوه پیچ (دو خطی)
مثال:
فرمت رایج تر دو خطی سیکل پیچ تراشی در سی ان سی G76 است.
G83 سیکل سوراخکاری عمیق محور Z
- Z : عمق سوراخ
- Q : عمق برش هر مرحله
- R : فاصله از نقطه اولیه شروع
- P : زمان ماندن در انتهای سوراخ (میلی ثانیه)
- F : سرعت پیشروی
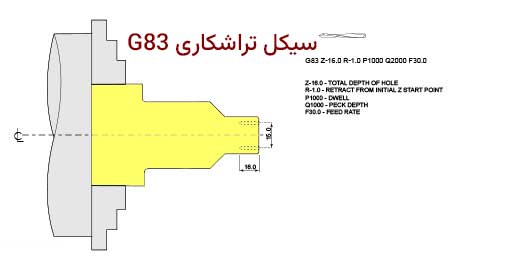
G83 سیکل سوراخکاری عمیق محور Z
مثال:
سیکل سوراخکاری چند مرحله ای G83 همراه با ابزار زنده برای حفاری متهای از خط مرکزی در محور Z استفاده میشود.
G84 سیکل قلاویز کاری محور Z
- Z : عمق سوراخ
- Q : عمق برش هر محله
- R : فاصله از نقطه اولیه
- F : گام پیچ
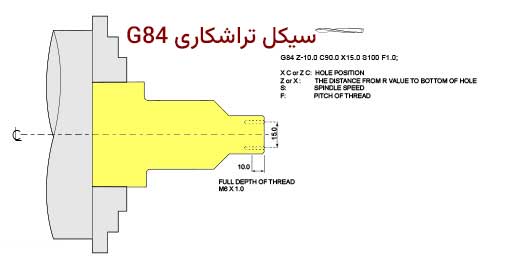
G84 سیکل قلاویز کاری محور Z
مثال:
سیکل G84 برای قلاویز زدن در امتداد محور Z و خط مرکزی قطعه استفاده می شود.
G87 سیکل سوراخکاری عمیق در محور X
- X : عمق سوراخ
- R : سطح R
- Q : عمق برش هر مرحله
- P : زمان ماندن در انتهای سوراخ (میلی ثانیه)
- F : پیشروی
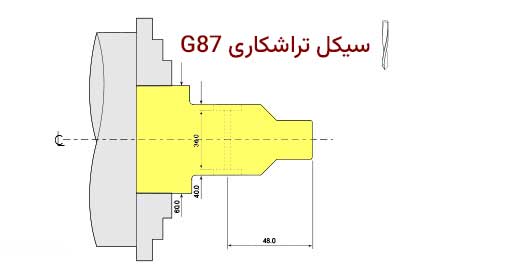
G87 سیکل سوراخکاری عمیق در محور X
مثال:
سیکل G87 برای سوراخکاری چند مرحله ای در محور X استفاده می شود.
G88 سیکل قلاویز کاری محور X
- X : عمق سوراخ
- R : سطح R
- Q : عمق برش هر مرحله
- P : زمان ماندن در انتهای سوراخ (میلی ثانیه)
- F : پیشروی
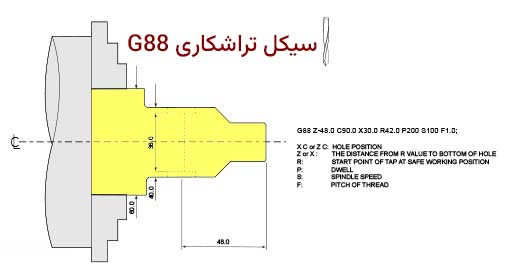
G88 سیکل قلاویز کاری محور X
مثال:
سیکل G88 برای قلاویز زدن روی محور X استفاده می شود.


برای نوشتن دیدگاه باید وارد بشوید.