
کنترل سرعت اسپیندل با G96 و G97 (سرعت برشی)
هنگام کنترل سرعت چرخش قطعه ما دو حالت مختلف برای انتخاب داریم، سرعت برش سطح ثابت G96 و سرعت دوران اسپیندل ثابت G97
در نتیجه برای تعیین سرعت محور در ماشینهای تراش CNC از کدهای G96 و G97 استفاده میکنیم.
سرعت برش ثابت G96
جی کد یا دستور G96 زمانی استفاده می شود که نیاز به سرعت سطح ثابت یا سرعت برش ثابت داریم. این سرعت نشان دهنده فاصلهای است که ابزار در هر دقیقه روی سطح قطعات حرکت می کند. وقتی G96 انتخاب می شود، سرعت اسپیندل به طور خودکار توسط کنترلر دستگاه تغییر داده می شود، به گونه ای که سرعت سطح مواد همواره ثابت باشد هنگامی که قطر در طول عملیات ماشینکاری تغییر می کند.

سرعت برش ثابت G96
یک بلوک معمولی G96 ممکن است به شکل زیر باشد:
- G96 فراخوانی حالت سرعت برشی ثابت
- S سرعت برش (متر بر دقیقه)
- M03/M04 جهت چرخش اسپیندل
سرعت برش توسط جنس ماده، ابزار برش، شکل قطعات و … تعیین میشود.
با نزدیک شدن ابزار به خط مرکزی قطعه، سرعت اسپیندل تا رسیدن به حداکثر سرعت اسپیندل برای دستگاه افزایش می یابد. این به طور کلی ایده بدی است زیرا در این سرعت، نیروی گریز از مرکز ممکن است باعث شکست و عدم نگهداری مطمئن قطعه کار شود.
برای تنظیم حداکثر سرعتی که میخواهیم دستگاه با کاهش قطر قطعه به آن برسد، از دستور G50 به شرح زیر استفاده میکنیم.
حداکثر سرعت اسپیندل G50
دستگاه از RPM تنظیم شده توسط فرمان گیره سرعت G50 تجاوز نخواهد کرد.
دستگاه CNC حداکثر سرعت چرخش را که توسط دستور G50 تعیین شده است، بیشتر نمیکند. (به عبارتی عده دوران روی یک مقدار حداکثر محدود میشه و بالاتر نمیره.)
هنگام استفاده از G96 مهم است که حداکثر سرعت اسپیندل را با استفاده از G50 تنظیم کنید.
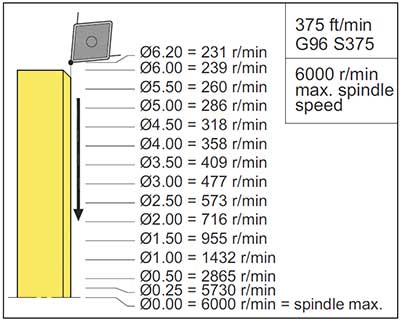
حداکثر سرعت اسپیندل G50 در 6000 دور بر دقیقه محدود شده است
برای عملیاتی مانند پیشانی تراشی (کف تراشی) یا برش و جدا کردن قطعه، وقتی ابزار به خط مرکزی می رسد، اسپیندل با حداکثر سرعت خود می چرخد. ما می توانیم به طور موقت این سرعت را با G50 کمتر کنیم.
یک مثال برای G50:
توجه داشته باشید، این سرعت را می توان با استفاده از سوئیچ نادیده گرفتن سرعت اسپیندل بر روی کنترل های دستگاه نادیده گرفت. تنظیم سرعت اسپیندل بالاتر از حداکثر سرعت توصیه شده برای اسپیندل یا سه نظام شما ممکن است باعث آسیب شخصی یا آسیب به دستگاه شود.
هنگام استفاده از دستور سرعت دوران ثابت G97، سرعت اسپیندل تعیین شده توسط G50 نادیده گرفته می شود.
.
سرعت دوران ثابت G97
برای کنترل مستقیم RPM اسپیندل از دستور سرعت دوران ثابت G97 استفاده می کنیم.
این به دلایل زیادی از جمله کارهای خط مرکزی مانند سوراخکاری و قلاویز زدن استفاده می شود.

سرعت دوران ثابت G97
یک مثال:
- G97 فرمان سرعت دوران ثابت
- S: دور در دقیقه قطعه کار
- M03 جهت دوران اسپیندل
هنگام جابجایی بین G96 و G97 همیشه یک سرعت اسپیندل تعریف کنید.
از آنجایی که دستور G50 با G97 کار نمی کند، باید مراقب بود که از کمترین سرعت مجاز اسپیندل و فیکسچر تجاوز نشود.
چه زمانی از G96 استفاده کنیم؟
- پیشفرض این است که از حالت سرعت برش ثابت (G96) استفاده شود زیرا ابزار برش سرعت برش را “احساس” می کند، نه سرعت دوران را.
- شرایط پیشنهادی برش و اینسرت های ارائه شده توسط تامینکنندگان ابزارهای برش بر اساس سرعت برش در نمودارها ثبت میشوند. بنابراین، برنامهنویسی با توجه به این امر آسانتر است.
- این قابلیت اطمینان عمر ابزار را بهبود می بخشد.
- حفظ شرایط برش مشخص در برنامههای مختلف بدون نیاز به محاسبه مجدد سرعت اسپیندل آسانتر خواهد بود.
چه زمانی از G97 استفاده کنیم؟
- هنگام پیشانی تراشی، ابزار به محور قطعه کار نزدیک و نزدیکتر می شود و در نهایت به قطر صفر می رسد. با استفاده از G96، با نزدیکتر شدن لبه برش به مرکز، RPM افزایش مییابد و در نهایت به حداکثر سرعت اسپیندل دستگاه میرسد. بنابراین استفاده از G97 کنترل بیشتری را امکان پذیر می کند.
- همین استدلال ها هنگام برش قطعه کار اعمال می شود.
- ارتعاشات مستقیماً تحت تأثیر سرعت اسپیندل هستند نه سرعت برش. بنابراین، هنگامی که مشکلات ارتعاش رخ می دهد، کنترل آنها در زمانی که RPM ثابت است آسان تر است.
- بعد از پیدا کردن RPM مناسب برای حذف لرزش و ارتعاشات، بهتر است آن را حفظ کنید.
نتیجه گیری
در ماشینکاری، سطح ثابت سرعت برش به معنای برنامه ریزی یک تراش CNC برای حفظ سرعت نسبی ثابت بین برش و قطعه کار است (معروف به ” سرعت برش “). این امر با اجازه دادن به دستگاه کنترل اسپیندل دور با توجه به قطر کار به دست می آید. با نزدیک شدن لبه برش به مرکز قطعه کار (قطر کوچکتر)، RPM برای حفظ سرعت برش ثابت افزایش می یابد.
در ماشینکاری، RPM ثابت (دوران ثابت) به معنی برنامه ریزی یک ماشین تراش CNC برای ثابت نگه داشتن RPM اسپیندل است . به همین دلیل، سرعت سطح هنگام ماشینکاری در قطرهای مختلف متفاوت است. با دور شدن ابزار برش از مرکز قطعه کار، سرعت برش افزایش می یابد.


برای نوشتن دیدگاه باید وارد بشوید.