بعضی اوقات ماشینکاران CNC باید قطعاتی را تکمیل کنند که نیاز به فرزکای یک دایره کامل دارند، گاهی اوقات نیز باید یک دایره کامل بیرونی را برنامهریزی کنید.
این مثال G-code به شما نشان می دهد که چگونه یک دایره کامل را از بیرون برنامه ریزی کنید.
برنامه CNC فرز برای دایره کامل
N05 G00 X10 Y25 Z1 S1250 M3
N10 G01 Z-5 F100
N15 G02 X10 Y25 I20 J0 F125
N20 G00 Z100 M5
N25 X-20
N30 M30
توضیح برنامه نویسی کامل دایره
خلاصه جی کدها نوشته شده در برنامه بالا عبارتند از:
- N05 : حرکت سریع ابزار (G00) تا نقطه P01.
- N10 : با پیشروی (G01) حرکت به Z-5
- N15 : صفحه کاری XY به طور خودکار انتخاب شد (G17). ابزار در جهت عقربه های ساعت حول یک دایره کامل حرکت می کند (G02).
- N20/N25 : تراورس سریع (G00) عقب نشینی.
- N30 : پایان برنامه (M30).
توضیح
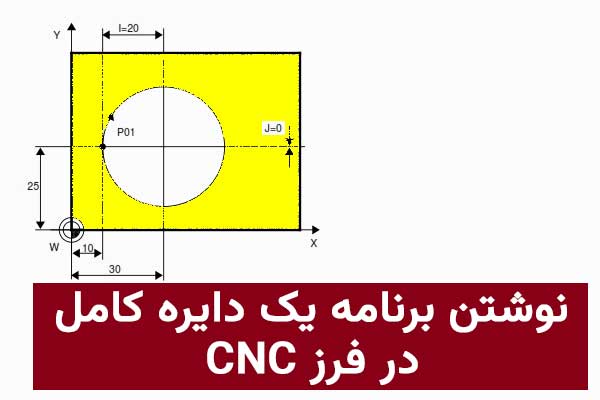
1: نقطه شروع ابزار N05 X10 Y25 است این نقطه P01 است
2: اکنون یک دایره کامل می خواهیم، بنابراین از درون یابی دایره ای G02 یا G03 استفاده می کنیم.
- اگر می خواهید دایره ای در جهت عقربه ساعت داشته باشید، همانطور که در این برنامه نشان داده شده است از G02 استفاده خواهید کرد.
- اما اگر یک دایره خلاف جهت عقربه ساعت می خواهید، از G03 استفاده کنید.
3: با G02 مختصات نقطه پایان دایره را می دهیم،
- همانطور که برای یک دایره کامل، نقطه شروع و پایان یکسان باقی می ماند،
- بنابراین ما از همان مختصات X,Y استفاده خواهیم کرد
- G02 X10 Y25
4: اکنون برای تکمیل G-code G02 باید مختصات دایره-مرکز-نقطه را بدهیم.
- I : فاصله از نقطه شروع دایره تا نقطه مرکز دایره در محور X.
- J : فاصله از نقطه شروع دایره تا نقطه مرکز دایره در محور Y
- بنابراین G02 X10 Y25 I20 J0
برای نشان دادن نحوه اندازه گیری I و J مقادیر I و J به طور جداگانه در شکل بالا آورده شده است.


برای نوشتن دیدگاه باید وارد بشوید.